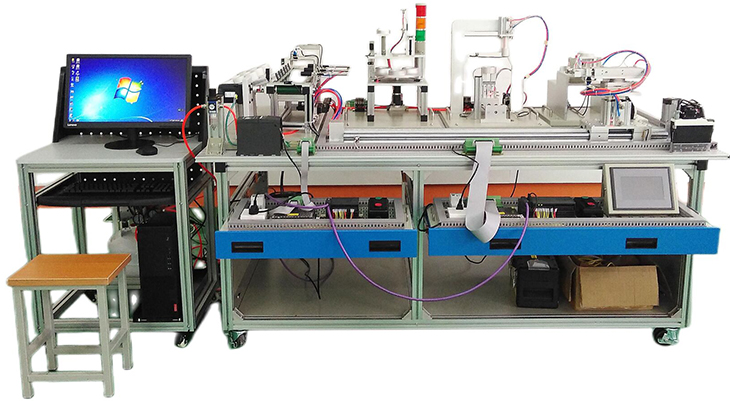
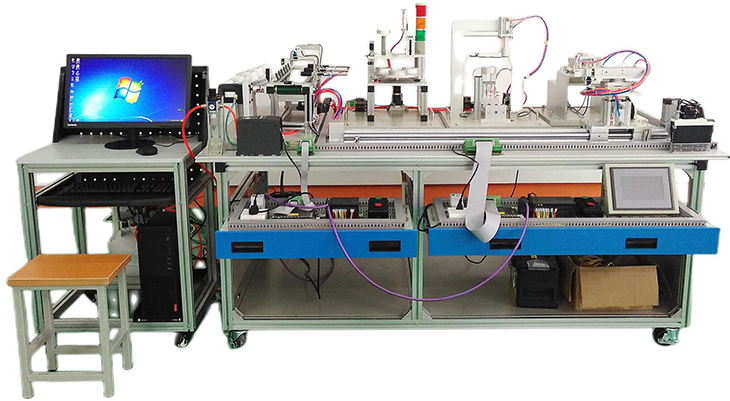
SBGJD-02�Զ�������ʵѵ����װ��
��
�Զ�������ʵѵ�豸������һ�廯���������Ӧ�û�е�����͵��Ӽ�����һ�塣���ż��������Ѹ�ͷ�չ�㷺Ӧ�ã�����һ�廯�������ǰ��δ�еķ�չ����Ϊһ���ۺϼ��������Ϣ������
�Զ����Ƽ��������м�⼼�����ŷ����������ͻ�е�����Ƚ����ϵͳ������Ŀǰ��������һ�廯��������չ��Ӧ�÷�Χ�������㷺������һ�廯����רҵӦ������㷺����ҵ��λȺ��ѧ����ҵ�������Ӧ������ҵ��λ���»����豸�����С�ά�ޡ���װ�����ԡ�����һ�廯�豸����ơ������Լ��������������������ȹ�����
1������һ�廯��ҵ����
����һ�廯����רҵӦ������㷺����ҵ��λȺ��ѧ����ҵ�������Ӧ������ҵ��λ���»����豸�����С�ά�ޡ���װ�����ԡ�����һ�廯�豸����ơ������Լ��������������������ȹ���������һ�廯����רҵ��Ҫ���»�е���칤�������ʵʩ����װ�����ʵʩ������һ�廯�豸�Ĺ�����ά�������ػ����ı�̺Ͳ����ȹ�����ѧ����ҵ�������ڸ���ҵ����˾�����¼ӹ�����ҵ���ҵ��������ۺ�������ؼӹ������豸ʹ��ά������ҵ�Զ�������ϵͳ�������Ʒ��ơ����������졢����֧�֣��Լ������豸�İ�װ�����ԡ�ά�������ۡ���Ӫ�����ȵȡ�
2������һ�廯��ҵǰ����
����һ�廯רҵ�ڻ�е���������Լ�����ϵͳ�������Զ����������м������ŷ������ȷ��涼���漰������ǰ�����á�����һ�廯�ֳƻ�е���ӹ��̣��ǻ�е�������Զ�����ںϵ�һ��רҵ���Ǽ���е�����ӡ���ѧ�����ơ����������Ϣ�ȶ�ѧ�ƵĽ����ۺϡ�����һ�廯����רҵӦ������㷺����ҵ����Ҫ�ɴ��������豸��ά�������ԡ����������졢��װ��Ӫ���ȼ����������������ҵ��λȺ��רҵ�������л�е�����ӡ�Һ������ѹһ�廯�����������ۣ����ջ���һ�廯�豸�IJ�����ά�������Ժ�ά�ޣ�����Ӧ�û���һ�廯�豸�ӹ��Ĺ�����ƺͼӹ����յĻ��������ͻ������ܵĹ��̼����˲š��������硢����ǯ���ֹ��˵�ְҵ��
һ���Զ�������ʵѵ�����豸���ɣ�
�Զ�������ʵѵ�豸�������Ͻ�ʽʵѵ̨�����͵Ļ���һ�廯�豸�Ļ�е������PLCģ�顢��Ƶ��ģ�顢��ťģ�顢��Դģ�顢ģ�������豸ʵѵģ�顢���߶����ź��ִ����������������ɡ�����ṹ���ÿ���ʽ�Ͳ�װʽ��ʵѵװ�����ڻ�е������װ���ɸ������еĻ�е������װ�����豸��Ҳ�����ӻ�е������װ���������豸��ʹ����װ���ܹ����İ���ѧ����Ҫ����װ�����������ܵĻ���һ�廯�豸��ģ����ñ��ṹ�ͳ���ʽģ����üܣ�������ǿ�������������Թ��ܺ�����ѧϰ���ܵ�ԭ��ȷ��ģ�����ݣ�ʹ��ѧ����ʱ�ɷ����ѡ����Ҫ��ģ�顣�豸����ȫ���ϵ繤����ȫ��ְҵ���ܴ�����Ҫ��ͬʱ��Ҫ����п���չ���ܣ�������ɸ��Ӵ��͵�����ģ��ϵͳ������ϸ����û�ѧУ��ͬ��Σ���ͬרҵ�Ľ�ѧ����ѵҪ��
�����Զ�������ʵѵ̨���ã�
|
��� |
���� |
��ҪԪ�����ͺš���� |
���� |
��ע |
|
1 |
ʵѵ�� |
2100��1000��840 mm |
1�� |
��̨���õ���30*60�����Ͳġ� |
|
2 |
������ģ�� |
7Ӣ�� ������̬ͨ |
1�� |
|
|
3 |
PLCģ�� |
ѡ������FX3G-40MT 1̨
FX3G-40MR 4̨SC-09ͨ���ߡ�5����
FX3G-485BDͨѶģ�� 5��
����ɣ�1�������Ӳ�����ӡ����ԣ���2������������á����ԣ���3������485�ֳ����߶�̨PLC�ĸ����������ݶ�д�����д����ԡ� |
1�� |
|
|
4 |
��Ƶ��ģ�� |
����D720 ����0.37KW |
1�� |
|
|
5 |
��Դģ�� |
�����Դ�ܿ��أ���©��Ͷ�·������1�����۶���3ֻ�������Դ����2������ȫ����5���� |
1�� |
|
|
6 |
��ťģ�� |
24
V/6 A��12
V/2 A��һ�飻��ͣ��ť1ֻ��ת������2ֻ��������1ֻ����λ��ť�ơ��̡����1ֻ��������ť�ơ��̡����1ֻ��24Vָʾ�ƻơ��̡����2ֻ�� |
1�� |
|
|
7 |
���ϴ��ͻ����� |
���ཻ�����ٵ����AC380V�����ת��130r/min��1̨��������1������翪��1ֻ�� |
1�� |
|
|
8 |
������е�ֲ��� |
����˫������2ֻ������צ1ֻ����ת����1ֻ�����Կ���6ֻ��������6ֻ���DZ���˿2ֻ��˫�ص�Ż���1ֻ�����ص�ŷ�2ֻ����ŷ������������ձ�SMC |
1�� |
|
|
9 |
Ƥ�����ͻ����� |
������ٵ����380
V�����ת��40r/min��1̨��ƽƤ��1355��49��2
mm 1���� |
1�� |
|
|
10 |
�ӹ����� |
��Ҫ������̨�����ϼн�װ�á�����ʽ��ά�˶�װ�á��������������Լ���Ӧ�Ĵ����������Կ��ء���ŷ��������������������������������˿�˸���֧�ܡ���е�㲿�����ɡ� |
1�� |
|
|
11 |
�����װ���� |
��Ҫ�ɾ�ʽ���ϵ�Ԫ������λ��ת����̨��ƽ����С���ѹװ�䵥Ԫ����紫�������Կ��أ�ŷķ��������ŷ���ֱ���������������֧�ܡ���е�㲿�����ɡ� |
1�� |
|
|
12 |
����ּ� |
����������3ֻ������������1ֻ�������2ֻ�����Կ���6ֻ���������3�������ص�Ż���3ֻ�����͵�ŷ��������ձ�SMC |
1�� |
|
|
13 |
���߶���ģ�� |
���߶��ӺͰ�ȫ���� |
1�� |
|
|
14 |
���� |
����5���������ڰ�5�� |
15�� |
|
|
15 |
��ȫ���� |
|
1�� |
|
|
16 |
���� |
��4\��6������Ϊ��ɫ��ÿ̨������������ |
1�� |
|
|
17 |
PLC������� |
|
1�� |
|
|
18 |
������������ͨ���� |
|
1�� |
|
|
19 |
��������PLCͨ���� |
|
1�� |
|
|
20 |
������ |
|
1�� |
|
|
21 |
��Ʒ������ |
|
1�� |
|
|
22 |
�� |
|
1�� |
|
|
23 |
�����Ƴ� |
���������γߴ磺���������ߣ�600mm��530mm��1000mm�� |
1̨ |
|
|
24 |
��������ѹ���� |
0Mpa-1.0Mpa�����������Q65�ֱ������Ϲ��ұ� |
1̨ |
|
������������ ��
1.
������Դ����������
AC 380V��10% 50 Hz��
2.
�¶ȣ�-10��40
��������ʪ�ȣ���90%��25������
3.
���γߴ磺����������=1200��800��1500
mm��
4.
�������ģ���1.5
kW��
5.
��ȫ������ʩ�����нӵر�����©�籣�����ܣ���ȫ�Է�����صĹ��ұ������ø߾�Ե�İ�ȫ�Ͳ���������Ե���ĸ�ǿ�Ȱ�ȫ��ʵ�鵼�ߡ�
�ġ��豸�ṹ��ʵѵװ��̨��Ϊ���Ͻ�ʽ��ʵѵ����װ��PLCģ���I/O
���ӡ���Ƶ���Ľ��߶��ӡ�������ģ����PLC�����Ӷ��ӣ����밲ȫ�������ӣ�ʹ�ô���ȫ��ͷ�ĵ��߽��е�·���ӣ���ָ��ء���翪�ء���������ָʾԪ���ĵ�·����ͨ�������Ž������ӡ���������ӵ�·����������ӵ�·���ϣ��ȱ�֤ѧ���������ܵ�ѵ�����γɺ��̣��ֱ�֤��·���ӵĿ��١���ȫ�Ϳɿ���
1�����Ͻ�ʽʵѵ̨������װ���ϻ�������е�֡�����ּ������ʵѵģ�鼰PLC�����ȿ��Է���������ʽ��֧���ϡ�
2��������ģ�飺ģ�����Ҫ��ǿ��������ǡ������ᣬ��������ܰ壬ͼ�������ַ��Ų��ý�����ī˿ӡ��
3��PLCģ�鼰��Ƶ��ģ�飺PLC
40������IO���⣻��Ƶ�������⣻ģ�����Ҫ��ǿ��������ǡ������ᣬ��������ܰ壬ͼ�������ַ��Ų��ý�����ī˿ӡ��
4����Դģ�飺�����Դ�ܿ��أ���©��Ͷ�·������1�����۶���3ֻ�������Դ����2������ȫ����5������ťģ�飺24 V/6 A��12 V/2 A��һ�飻��ͣ��ť1ֻ��ת������2ֻ��������1ֻ����λ��ť�ơ��̡����1ֻ��������ť�ơ��̡����1ֻ��24Vָʾ�ƻơ��̡����2ֻ��
5��һ�廯�����ţ������ſ������������������һ���������������߶��ӣ���һ�μ�����������ȫ�����������߶������Ӧ�İ�ȫ����ͨ�����絯�Լ����ӣ������ſ����Ե���ۣ����й̶��õ��ݿף����Թ̶���ʵѵ���ϡ�
6����ʽ���ϻ�������ʽ������1���������Ƴ�����1������紫����2ֻ�����Կ���2ֻ����������1ֻ�����ص�ŷ�1ֻ����ʾ��1ֻ����Ҫ��ɽ��������еĹ��������Ƴ�����������������ѡ��SMC��
7��������е��װ�ã������ɶ�������е�֣���������������ѡ��SMC���������˻���������ĸ����ɶȶ������ֱ��������ֱ���ת����צ���¡���צ�ɽ�����������������ѡ��SMC��
8���ӹ���������Ҫ������̨�����ϼн�װ�á�����ʽ��ά�˶�װ�á��������������Լ���Ӧ�Ĵ����������Կ��ء���ŷ��������������������������������˿�˸���֧�ܡ���е�㲿�����ɡ�
9�������װ��������Ҫ�ɾ�ʽ���ϵ�Ԫ������λ��ת����̨��ƽ����С���ѹװ�䵥Ԫ����紫�������Կ��ء���ŷ����ձ�SMC����ֱ�����ٵ����֧�ܡ���е�㲿�����ɡ�
10�����Ϸּ�װ�ã����ʹ�ͨ�������첽�綯���������ڴ��ʹ��˵㴦��������Ͽڣ�ͨ����紫����������ϣ����ʹ���װ���������ϲۣ���Ӧλ���е�д����������˴������ȣ�ͬʱ�����ϲ�λ��װ���������ף������������ס����ʹ����ÿɲ�ж�����Ͻ�֧�ܡ���������������ѡ��SMC��
�塢ʵѵ���ݣ�
1������ϵͳ�İ�װ�������Ŀ��ѡ�ø�װ�����õĵ��������ס�����˫�����ס���ת��������ִ��Ԫ���͵��ص�Ż���˫�ص�Ż��ʹ��Կ��ص���������Ԫ����������������������Ĺ�������
��Ŀһ ����������ƻ�·�İ�װ��
��Ŀ�� �����ٶȿ��ƻ�·�İ�װ��
��Ŀ�� �ڶ����ƻ�·�İ�װ��
��Ŀ�� ����˳����ƻ�·�İ�װ��
��Ŀ�� ������е��װ�õİ�װ��
��Ŀ�� ����ϵͳ��װ����ԣ�
2���������Ƶ�·�İ�װ��PLC�����д��Ŀ��
ѡ�ø�װ�����õ�PLCģ�顢��Ƶ��ģ���ָ��ء��������ȣ����������PLCӦ�ü�����������
��Ŀ�� �綯������ת���Ƶ�·����������Ƴ����д��
��Ŀ�� �綯�����ٿ��Ƶ�·����������Ƴ����д��
��Ŀ�� ����������Ƴ����д��
��Ŀʮ ����˳�������Ƴ����д��
��Ŀʮһ ������е�ֿ��Ƴ����д��
��Ŀʮ�� Ƥ�����ͻ����Ƴ����д��
��Ŀʮ�� ����һ�廯�豸���Ƴ����д��
��Ŀʮ�� �Զ������߿��Ƴ����д��
3�������豸��װ�������Ŀ
ѡ�ø�װ�����õĻ���һ�廯�豸������PLCģ�顢��Ƶ��ģ���ָ��ء��������ȣ���������л����豸��װ�ͻ���һ�廯�����Ĺ�������
��Ŀʮ�� ����װ��ͬ��ȵĵ�����
��Ŀʮ�� Ƥ�����ͻ��İ�װ�������
��Ŀʮ�� ���˻�е���豸��װ����ԣ�
��Ŀʮ�� ����ּ��豸�İ�װ����ԣ�
��Ŀʮ�� �����豸�İ�װ����ԣ�
��Ŀ��ʮ �Զ��������豸��װ����ԡ�
4��
�Զ�����ϵͳ��װ�������Ŀ
ѡ�ø�װ�����õĻ���һ�廯�豸������PLCģ�顢��Ƶ��ģ���ָ��ء��������ȣ���������л����豸��װ�ͻ���һ�廯�����Ĺ�������
��Ŀ��ʮһ ���ִ������İ�װ����ԣ�
��Ŀ��ʮ�� ��е�ֵ��Զ����ƣ�
��Ŀ��ʮ�� Ƥ�����ͻ����Զ����ƣ�
��Ŀ��ʮ�� ����һ�廯�豸���Զ����ƣ�
��Ŀ��ʮ�� PLC����ϵͳ�İ�װ����ԣ�
��Ŀ��ʮ�� �Զ������ߵİ�װ����ԡ�
5. PLC��ҵͨѶ����İ�װ������
ϵͳѡ������PLC�������������FX1N-485BD����ģ�飬���ڱ�����ͨ�Ź��ܣ���������й�ҵ�ֳ�����
ͨ�ż���ѵ������
��Ŀ��ʮ��N:N�����Ӳ�����ӡ�����
��Ŀ��ʮ��N:N����������á�����
��Ŀ��ʮ�Ż��ڶ�̨PLC�ĸ����������ݶ�д�����д�����
|
�繤���Ӽ����ۺ�ʵѵ����ƽ̨ |
|
�繤���Ӽ����ۺ�ʵѵ����װ�� |
|
�繤�����뼼��ʵѵ����װ�� |
|
�繤�����ۺ�ʵ��ƽ̨ |
|
�繤�����ۺ�ʵѵװ�� |
|
�繤����ʵѵ���� |
|
���ӹ���ʵѵ̨������4��λ�� |
|
���Ӽ����ۺ�ʵѵ�����豸 |
|
���Ӽ����ۺ�ʵ��װ�� |
|
��ģ���ۺ�ʵѵƽ̨ |
|
�����Զ����豸��װ��ά��ʵѵ����ƽ̨ |
|
�����͵繤���ܼ�����ʵѵ����װ�ã�˫�桢���飩 |
|
������װ�ӱ��繤ʵѵϵͳ |
|
�繤����ʵѵ���˹� |
|
ֱ�����٣���ѹ��ʵѵ���ƹ� |
|
�����������Զ���ʵѵ���豸 |
|
�����Զ����DZ�ʵѵƽ̨ |
|
�繤�����Ӽ���ʵѵװ�� |
|
��������ʵѵװ�ã�����˫���ͣ� |
|
����װ��ʵѵװ�� |
|
����װ�������ʵѵƽ̨ |
|
�DZ��Զ��������ۺ�ʵѵ̨ |
|
���и�ά�繤ʵѵ����װ�� |
|
�����ܸ�ά�繤��������ѵ����ʵѵװ�� |
|
ά�繤�������Ƽ��DZ�������·ʵѵ����װ�� |
|
�繤���ӵ����ۺ�ʵ��װ�� |
|
�ֻ��繤�ۺ�ʵѵ����ʵѵ̨ |
|
�繤��ѵ����װ�� |
|
����϶����˶������ۺ�ʵ��̨ |
|
���缼������ʵѵ����װ�� |
|
������������ʵѵװ�� |
|
������������ʵѵ̨ |
|
¥�����ܻ�����ϵͳƽ̨ |
|
��������ʵѵ����װ�� |
|
�繤����װ���빤��ʵѵ̨ |
|
���������϶�ʵѵװ�� |
|
ά�繤����ʵѵ����װ�ã����װ塢����˫���ͣ� |
|
�繤���Ӽ�����϶��ۺ�ʵѵƽ̨ |
|
�繤���ӵ����϶�����ʵ��װ�� |
|
�繤����ʵѵ�뿼��װ�� |
|
�繤����ʵѵ̨ |
|
�繤����ʵ��װ�� |
|
�繤���ӵ����϶�ʵ���뼼��ʵѵ̨ |
|
�繤�ۺ�ʵѵ�����豸 |
|
���繤ʵѵ̨ |
|
�繤�����ۺ�ʵ��̨ |
|
�����͵繤�����϶��ۺ�ʵ��װ�ã���PLCʵ��) |
|
�繤��������ѵ��ʵѵװ�� |
|
���Ӽ����ۺ�Ӧ�ô���ʵѵ����װ�� |
|
���Ӽ�����������ۺ�Ӧ��ʵѵװ�� |
|
���Ӻ���ʵѵ����װ�� |
|
���ӹ�������ʵѵƽ̨ |
|
���Ӳ�Ʒװ��ʵѵ̨ |
|
����װ��ʵѵ̨ |
|
���Ӽ���ʵ��װ�� |
|
���繤���Ӽ���ʵ��װ�� |
|
�����ܵ繤���ӵ����ۺ�ʵѵװ�� |
|
���Ӽ����ۺ�ʵ��װ�� |
|
���ӵ�·�ۺ�ʵ��ʵѵװ�� |
|
���ӵ繤����ʵ��̨��ͨ�õ繤ʵ��װ�� |
|
ͨ�õ����϶�ʵѵװ�� |
|
�繤����ʵ��װ�� |
|
�������Ƽ���ʵѵ����װ�� |
|
�������Ƽ����Ӽ���ʵѵ����װ�� |
|
�����ߵ�����װ��ά��ʵѵװ�� |
|
�����͵繤���ܼ�����ʵѵ����װ�ã����桢˫�飩 |
|
�繤����ʵѵ����ƽ̨ |
|
�繤���Ӽ��ܼ���������ۺ�ʵѵ����װ�� |
|
�繤����������϶�ʵѵƽ̨ |
|
�繤���Ӽ���ʵ��̨ |
|
�����С�������ʦά�繤ʵѵ����װ�� |
|
�繤����ʵѵ��ѧװ�� |
|
���������ۺ�ʵ��װ�� |
|
����缼��ʵѵװ�� |
|
ά�繤����ѵ���뿼��ƽ̨�����װ塢˫���ͣ� |
|
�繤ʵѵװ�ã�����˫���ͣ� |
|
�繤����ģ��ʵѵװ�� |
|
��ѹ�繤����װ��ʵѵ̨ |
|
����װ�乤������ʵѵװ�� |
|
�繤���գ�ά�繤������̨ |
|
�繤���ӵ���ʵѵ̨ |
|
һ�廯�繤���Ӽ�����������ۺ�Ӧ��ʵѵװ�� |
|
�ִ�ά�繤����ʵѵ����װ�� |
|
����������������ʵѵ�ҽ��� |
|
�繤����ʵѵ�豸 |
|
�繤ʵѵ����̨ |
|
���Ӽ�������ʵѵ����̨ |
|
����ѧ�����ۺ�ʵ��װ�� |
|
ά�繤��������ʵѵװ�� |
|
����������PLC���ƽ�ѧʵ��װ�� |
|
ά�繤���ܿ���ʵѵװ�� |
|
���缼������ʵѵ����װ�� |
|
����װ��ʵѵװ�ã����װ塢˫���ͣ� |
|
ѧ����Դ̨,ѧ����Դʵѵװ�� |
|
���Ӳ�Ʒ���������ʵѵƽ̨ |
|
���ӵ�Ƭ��ʵѵ̨ |
|
ά�繤ʵѵ�豸 |
|
ά�繤ʵѵ����װ�� |
|
������Ƽ������ۺ�ʵѵװ�� |
|
�繤�����Զ����ۺ�ʵѵʵ��̨ |
|
ģ�������ۺ�ʵ��װ�� |
|
�繤ģ�������ۺ�ʵѵƽ̨ |
|
�������Ƽ����Ӽ���ʵѵ����װ�� |
|
����װ��ʵѵװ�� |
|
�����͵繤����װ��ʵѵ̨ |
|
ά�繤ʵѵ����װ�ã�����˫��λ�� |
|
���ӵ繤�ۺ�ʵ��װ�� |
|
�繤�����ۺ�ʵѵƽ̨ |
|
�繤���ܲ���̨ |
|
�繤����̨������ά�繤ʵѵ�豸 |
|
�����ۺ�ʵ��ƽ̨ |
|
�繤�ۺ�ʵ��ƽ̨ |
|
ά�繤ʵѵ�豸 |
|
���繤����ʵѵ����װ�� |
|
�繤���Ӽ��ܼ���������ۺ�ʵѵ����װ�� |
|
�����϶�ʵ��װ�� |
|
�繤���Ӽ���ʵ��̨ |
|
���繤����ʵ��̨ |
|
�繤�ۺ�ʵ��װ�� |
|
ά�繤��������ʵѵ����װ�� |
|
���缼������ʵѵ����װ�� |
|
�繤���Ӽ����ۺ�ʵѵװ�� |
|
ͨ�õ繤����ѵ��ƽ̨ |
|
���繤��������ʵѵ̨ |
|
�繤�����ӡ������϶���PLC����Ƶ������Ƭ����������ʵѵ̨ |
|
���Ӽ����ۺ�ʵѵװ�� |
|
���Ӽ�������ʵѵ̨ |
|
�ִ������ִ��Զ���ʵ��ϵͳ |
|
������·��װʵѵװ�� |
|
ά�繤����ʵѵƽ̨ |
|
�������Ӽ���Ӧ��ʵѵװ�� |
|
�繤�����ۺ�Ӧ�ô���ʵѵװ�� |
|
���������豸��װ���Լ���ʵѵװ�� |
|
������װ����ʵѵ�豸,������װ����ʵѵװ�� |
|
�Զ�������װ�������ʵѵװ�� |
|
������+�ִ��繤���Ӽ���ʵѵװ�� |
|
�繤���ӡ����ϡ�PLC�����ۺ�ʵѵ����װ�� |
|
�����豸��װ���Լ���ʵѵװ�� |
|
�繤���ӻ���ʵ��װ�� |
|
�繤���Ӽ�������ʵѵ����ƽ̨ |
|
������װ��ά��ʵѵװ�� |
|
������������ʵ��װ�� |
|
ά�繤����ʦ����ʵѵ�豸 |
|
������������ʵѵװ�� |
|
��������PLCʵѵ̨ |
|
������װ��ά��ʵѵ����װ�� |
|
��������ϵͳ��װ�����ʵѵ�豸 |
|
�������������ʵ��װ�� |
|
������װ����ʵѵװ�� |
|
ͨ�õ繤���ӵ���ʵ��װ�� |
|
�繤����ʵ��װ�� |
|
����϶����������Ƽ���ʵѵװ�� |
|
����϶����˶������ۺ�ʵ��̨ |
|
������ʵѵ����ƽ̨ |
|
�����϶�ʵ��װ�� |
|
�������Ӽ���Ӧ�ô�������ۺ�ʵѵװ�� |
|
ȫ���ֽ�������ϵͳʵ��װ�� |
|
ֱ�����ټ���ʵѵװ�� |
|
������ܲ��Թ� |
|
��������ۺ�ʵѵƽ̨ |
|
�������ʵѵ̨ |
|
������ƽ���ʵ��̨ |
|
����˶�����ʵѵװ�� |
|
�繤����϶�ʵѵװ�� |
|
���װ�������м��ʵѵװ�� |
|
���������߰�װʵѵװ�� |
|
�������ѹ��ά�����ʵѵװ�� |
|
������ϼ��ʵѵ����װ�� |
|
��Ƶ������ԭ��ʵѵװ�� |
|
ά�繤����ʵѵ����װ�ã��������ơ�PLC����Ƶ��) |
|
���繤����ʵѵ����װ�� |
|
��ά�繤��Ƶ����PLC�ɱ�̿���ʵѵװ�� |
|
��ά�繤ʵѵƽ̨ |
|
���Ӳ�Ʒ����ʵѵ̨ |
|
���Ӻ��Ӽ���ʵѵƽ̨ |
|
�ִ��繤����ʵѵ����װ�ã���ʽ��˫����) |
|
���繤����ʵ��װ�� |
|
���ֵ��Ӽ����ۺ�ʵѵ����װ�� |
|
ģ���·�����ֵ�·ʵ��ƽ̨ |
|
����ѧ�ۺ�ʵ��װ�� |
|
ģ����ӵ�·ʵ��װ�� |
|
ģ���·Ӧ�ô���ʵ��ƽ̨ |
|
����װ�估���Ӽ���ʵѵװ�� |
|
���Ӻ���ʵѵ����װ�� |
|
���Ӻ���װ��ʵѵ̨ |
|
���Ӳ�Ʒ�����빤��ʵѵ̨ |
|
���ӹ��պ���װ�������� |
|
�繤���Ӵ����ۺ�ʵѵװ�� |
|
���ӹ���ʵѵ����װ�� |
|
���ӹ���ʵѵ����װ�� |
|
���Ӵ���ʵ��̨ |
|
���Ӳ�Ʒ�����װ��ʵѵ����װ�� |
|
�����϶�һ�廯ʵѵ�豸 |
|
�����͵繤���ӵ����϶�PLC�ɱ���ۺ�ʵѵװ�� |
|
���������ܵ繤���Ӽ���ʵѵ�뿼��װ�� |
|
���ܵ��ӵ�·�ۺ�ʵѵ̨ |
|
ģ�������ۺ�Ӧ�ô���ʵѵ����װ�� |
|
���ӣ�ģ�����磩�����ۺ�Ӧ�ô���ʵѵ����װ�� |
|
���и��繤ʵѵ�豸 |
|
��ʵһ�廯���ҡ��繤���Ӽ���ʵ��̨ |
|
�繤�����ۺ�ʵ��װ�� |
|
���Ӽ����ۺ�ʵѵ����ƽ̨ |
|
�繤ʵѵ����װ�� |
|
�繤����ʵѵװ�� |
|
�繤����ʵѵ̨ |
|
�繤����ʵѵ��ѧװ�� |
|
����ϵͳ��װ�����ʵѵװ�� |
|
�繤����ʵѵ�ҡ��繤����ʵѵ���豸 |
|
�繤����ʵѵ̨ |
|
�繤ʵѵ����װ��,�繤����ʵѵ����װ��,�����͵繤ʵѵ�����豸 |
|
�ִ���������ϵͳ��װ�����ʵѵ����װ�� |
|
�����͵�������ʵѵװ�� |
|
�����ǻ۵���ʵ��ϵͳ�ۺ�ʵѵƽ̨ |
|
���Ӳ�Ʒװ�����˹����ܴ��¿���װ�� |
|
�������Ӽ���Ӧ�ô�������ۺ�ʵѵװ�� |
|
����ѧ�ۺ�ʵ��װ�� |
|
�繤ʵѵ����̨����������ͣ� |
|
�繤���Ӽ����ۺ�ʵѵ����װ�� |
|
�繤�����Զ����ۺ�ʵ��ʵѵװ�� |
|
�繤���ӵ���ʵ��װ�� |
|
�繤���ܼ���ʵѵװ�� |
|
��ѹ����װ�乤����ʵѵ����װ�� |
|
�繤�����ۺ�ʵѵװ�� |
|
�繤����ʵѵ����װ�� |
|
�����ۺ�ʵѵ����ƽ̨ |
|
�繤���Ӽ���ʵ��װ�� |
|
�����϶�ʵѵװ�� |
|
�����ͨ����ϵͳ�ۺ��Զ�������ʵѵ����ƽ̨ |
|
������϶��ۺ�ʵѵƽ̨ |
|
�������Ӽ�����϶�ʵ��װ�� |
|
���������ۺ�ʵѵƽ̨ |
|
�����϶�һ�廯ʵѵ�豸 |
|
����ϵͳ�ۺ��Զ�������ʵѵ����ƽ̨ |
|
����ϵͳ�������ۺ�ʵѵװ�� |
|
����ϵͳ�Զ���ʵѵƽ̨ |
|
�����豸�����β���ʵѵ����װ�� |
|
�ִ��������Ӽ���ֱ������ʵ��װ�� |
|
�������Ӽ���ʵ���� |
|
�������Ӽ���ʵѵװ�� |
|
�������������ʵ��װ�� |
|
����������Ӽ��������Ƽ���ʵ��װ�� |
|
�������������ʵ��װ�� |
|
����ֱ������ϵͳʵѵ����װ�� |
|
���װ�������м��ʵѵ�����豸 |
|
��������϶�����������ʵѵװ�� |
|
����϶����Զ�����ϵͳʵ��̨ |
|
�������������ʵ��װ�� |
|
���Ӽ����ۺ�ʵѵװ�� |
|
���Ӻ���װ��ʵѵ̨ |
|
���Ӵ����ۺ�ʵѵƽ̨ |
|
�繤�����ۺ�ʵѵƽ̨ |
|
�������ʵ��̨�����PLC����ʵ��װ�� |
|
ҡ���꼯��ʵ��̨,�����������Ƽ���ʵѵ����װ�� |
|
��������ʵѵƽ̨ |
|
һ�廯������ά����ʦ�繤������ѵ����ʵѵװ�� |
|
�����������Ƽ���������ѵ����ʵѵװ�� |
|
������϶�ʵ��̨ |
|
�����ۺϿ���ʵѵ����װ�� |
|
���繤����ʵѵװ�� |
|
��ά�繤�ۺ�ʵѵ�� |
|
�繤����ʵ��̨�������͵繤����ʵѵ����װ�� |
|
������װʵѵװ�� |
|
�繤�����ۺ�Ӧ�ô���ʵѵװ�� |
|
���ά�����ʵ��װ�� |
|
���紫�������ʵѵװ�� |
|
������������ʵѵװ�� |
|
�����϶���������ʵ��װ�� |
|
�繤����ʵѵ����װ�� |
|
�繤����ʵѵ̨ |
|
����϶������ϵͳʵѵװ�� |
|
���Ӳ�Ʒ��Ƽ����������� |
|
����ϵͳ�������ۺ�ʵѵ�豸 |
|
���Ӽ����ۺ�ʵ��װ�� |
|
���Ӽ����ۺ�ʵѵƽ̨ |
|
������ά�繤ʵѵ�豸,�������м�ά�繤ʵѵ�豸,�����ͳ���ά�繤ʵѵ�豸 |
|
���繤����ʵѵ���˹��м��繤����ʵѵ���˿��˹����繤����ʵѵ���˿��˹� |
|
��ά�繤ʵѵ��,�м�ά�繤ʵѵ��,����ά�繤ʵѵ�� |
|
�����϶�PLC��Ƶ�����ۺ�ʵѵװ�� |
|
�����϶�ʵѵ̨ |
|
�繤��������������ʵѵ̨ |
|
����϶�ʵѵ�豸 |
|
���Ӽ���ʵ��ʵѵ���豸 |
|
�繤����ʵѵ����װ�� |
|
���繤���ӵ����϶�ʵ��װ�� |
|
���缼��ʵѵװ�� |
|
�����϶�����Ƽ���ʵѵװ�� |
|
�������Ӽ���������ʵ��̨ |
|
������������ϵͳʵѵ��ʾ�豸 |
|
�繤���Ӽ������϶��ۺ�Ӧ�ô���ʵѵװ�� |
|
�����ܵ繤���ӵ����϶��ۺ�ʵ��װ�� |
|
�����Զ����DZ������̿���ʵѵƽ̨ |
|
����ϵͳ�̵籣��ʵ��̨ |
|
��������ʵѵ���豸 |
|
�������Ƽ���ʵ��װ�� |
|
ά�繤ʵѵ����װ�� |
|
���繤����ʦά�繤ʵѵ����װ�� |
|
ά�繤ʵѵװ�á�ά�繤���ܲ���̨ |
|
��ά�繤����ʵѵ̨������˫���ͣ� |
|
������װ��ά��ʵѵ����װ�� |
|
�繤��������ʵѵƽ̨ |
|
ת�١���ѹ������������ֱ������ϵͳ�İ�װ�͵���ʵѵϵͳ |
|
����ϵͳ�ۺ��Զ���ʵ��ƽ̨ |
|
�������ʵѵװ�� |
|
�����ΰ�װ��ʵѵ����װ�� |
|
���������ۺ��Զ���ʵѵװ�� |
|
�����ʵ�����豸,���������ۺ�ʵѵ�豸 |
|
�繤������������ʵѵ���豸 |
|
��������ʵѵ�豸 |
|
���Ӳ�Ʒװ��ʵѵ�� |
|
�������Ƽ���ʵѵ����װ�� |
|
������װ��ά��ʵѵ�����豸 |
|
���Ӻ��ӷ�����ʵѵ̨ |
|
���Ӳ�Ʒװ������������� |
|
���ӹ���ʵѵ����װ�� |
|
ģ���·ʵ��װ�� |
|
�������ʵ��װ�ã���/ֱ��������� |
|
������ѹ���ۺ�ʵ��װ�� |
|
�����϶�.PLC����ʵѵװ�ã������϶���PLCʵѵװ�� |
|
�����ܸ�ά�繤��������ѵ����ʵѵװ�� |
|
���繤ְҵ���ܼ����ۺ�ʵѵ����װ�� |
|
�����Զ������̵籣��ʵ��װ�� |
|
�����Զ������̵籣��ʵ��̨ |
|
�����϶��������������ƣ�ʵ��װ�� |
|
���м��繤ʵѵ����װ�� |
|
���繤����ʵ��̨ |
|
�������ܿ���PLC ����ʵѵװ�� |
|
�����������������רҵ�γ� |
|
�������Ӽ���ʵ�����豸 |
|
������װ��ά��ʵѵ����װ�� |
|
�Զ����ۺ�ʵѵװ�� |
|
��ά�繤ʵѵ����װ�� |
|
�繤ʵѵ����װ�ü�飬����װ��ʵѵ̨ע������ |
|
�����ܸ�ά�繤������ѵ����װ�� |
|
���Ӽ���ʵѵװ�� |
|
�繤���Ӽ�����������ۺ�Ӧ��ʵѵװ�� |
|
���������豸��װ���Լ���ʵѵװ�ã����� |
|
(����)���������豸��װ���Լ���ʵѵװ�� |
|
���м������������豸��װ���Լ���ʵѵװ�� |
|
���������豸��װ���Լ���ʵѵװ�� |
|
�����ܵ繤����ʵ��̨ |
|
�ߵ�ѹ���ʵ��ʵѵװ�� |
|
�繤�����ۺ�ʵ��װ�� |
|
���ֵ�·Ӧ�ô���ʵ��ƽ̨ |
|
һ�廯��ѧ�繤���������� |
|
�繤����ʵ��װ�� |
|
ģ���·ʵ��װ�� |
|
�繤����ʵѵ����װ�� |
|
�����ܵ繤���ӵ����϶��ۺ�ʵѵװ�� |
|
�����ܵ繤�ۺ�ʵ��װ�� |
|
���繤ʵ�ٹ�,�м��繤ʵ�ٹ�,�����繤ʵ�ٹ� |
|
���繤����ʵѵ����װ�� |
|
�м��繤����ʵѵ����װ�� |
|
�����繤����ʵѵ����װ�� |
|
ͨ�õ繤�����ۺ�ʵѵװ�� |
|
�繤PLCʵѵ����װ�� |
|
�繤�ۺ�ѵ��װ�� |
|
�繤ʵѵװ�� |
|
�繤ʵ��װ�� |
|
�繤�����ۺ�ʵ��װ�� |
|
�繤���ӵ���ʵѵװ�� |
|
�繤�����Ӽ���ʵѵװ�� |
|
�ִ����繤����ʵѵ�����豸 |
|
�и��繤�ɱ�̴�������Ƶ����ģ��ʵѵ̨ |
|
ά�繤��������ʵѵ����װ�� |
|
�DZ�������������������ʵѵ����װ�� |
|
���繤�ۺ�ʵ��װ�� |
|
�ִ���������Ӧ��ʵѵ�豸 |
|
ͨ�õ繤ʵ��̨,ͨ�õ繤����ʵѵ̨ |
|
ͨ�õ���ʵ��̨ |
|
ͨ�õ繤����ʵ��̨ |
|
ͨ�õ繤���ӵ����϶�ʵ��̨ |
|
ͨ�õ繤���ӵ����϶���ֱ�����ʵ��̨ |
|
�繤�����ӡ������϶�����ֱ�����������ɵ���ʵ��װ�� |
|
ͨ�õ����϶�ʵ���ҳ����豸 |
|
ͨ�õ����϶�ʵ���ҳ����豸(��ֱ�����ʵ��) |
|
ͨ�õ繤���� �����϶�
ֱ�����ʵ�����豸 ���ĺ�һ�� |
|
�ִ���������ϵͳ��װ�����ʵѵװ�� |
|
�繤�����ӡ����ϴ���ʵѵ���豸 |
|
�ִ����������ۺ�ʵѵװ�� |
|
�繤����ʵ��װ�� |
|
��ʽ�繤����ʵ��װ�� |
|
�����͵繤���Ӽ���ʵ��װ�� |
|
�����͵繤�����ӡ������϶��ۺ�ʵ��װ�� |
|
�����͵繤�����ӡ������϶��ۺ�ʵ��װ�ã���PLCʵ�飩 |
|
�����͵繤������/���ϡ�PLC����Ƭ���ۺ�ʵ��װ�� |
|
�����͵繤�����ӡ����ϡ�PLC����Ƶ�����ۺ�ʵ��װ�� |
|
���Ӽ�����������ۺ�Ӧ��ʵѵװ�� |
|
���Ӻ���װ�������� |
|
���Ӻ��ӹ���̨ |
|
���ӹ���ʵѵ̨ |
|
����װ�����ʵѵ̨ |
|
���Ӳ�Ʒװ��һ�廯����ʵѵװ�� |
|
����װ���빤��ʵѵװ�ã�����˫���ͣ� |
|
����װ��ʵѵ̨������˫���ͣ� |
|
����PLC��������ʵѵ����װ�� |
|
����װ��ʵѵ̨ |
|
�繤����ѵ���뿼��ƽ̨�����װ塢˫���ͣ� |
|
��������ʵѵ����װ�ã�����˫���ͣ� |
|
�����ܵ繤����ʵ��װ�� |
|
�����ܵ繤����ʵ��װ�� |
|
�����ܵ繤�����ӡ������϶���PLC����Ƶ��ʵѵװ�� |
|
���繤����ʵ��̨ |
|
�����ܵ繤����ʵ��̨ |
|
���繤���ӵ����ۺ�ʵ��̨ |
|
ά�繤����ʵѵ����װ�ã����������ͣ� |
|
������ѹ�����ά����̨ |
|
�����繤������ʵѵ����װ��(��ʽ) |
|
�м��繤������ʵѵ����װ��(��ʽ) |
|
���繤������ʵѵ����װ��(��ʽ) |
|
�����ܸ�ά��ά�繤ʵѵ����װ�� |
ά�繤�������Ƽ��DZ�������·�ۺ�ʵѵ����װ�� |
��ά�繤ʵ�鿼��ϵͳ |
��ά�繤����ʵѵ����װ�� |
�DZ�����ʵѵ����װ�� |
��ά�繤ʵѵ����װ�� |
|
ά�繤�������Ƽ��DZ�������·�ۺ�ʵѵ����װ�� |
|
����ʦά�繤ʵѵ����װ�� |
|
ά�繤�������Ƽ���ʵѵ����װ�� |
|
�и�ά�繤��������ѵ����ʵѵװ��(�繤��֤ʵѵ�豸) |
|
���繤ʵѵ���˼���װ�� |
|
�������ִ���������ʵѵ����װ�� |
|
�����ܳ���ά�繤��������ѵ����ʵѵװ�� |
|
�������м�ά�繤��������ѵ����ʵѵװ�� |
|
�����ܸ�ά�繤��������ѵ����ʵѵװ�� |
|
�繤�����ۺ�Ӧ�ô���ʵѵװ�� |
|
���繤�����ϡ�PLCʵѵ����װ�� |
|
������S7-1200�����ܸ�ά�繤ʵѵ����ƽ̨ |
|
������������ʵ�ٿ���ƽ̨ |
|
�����豸��װ���Լ���ʵѵװ�� |
|
�Զ��ӹ���װ��������ʵѵ�����豸 |
|
���������ܵ��������뼰������·ʵѵ���˼���װ�� |
|
������������ʵѵ���˼���װ�� |
|
�ִ���������ϵͳ��װ�����ʵѵ����װ�� |
|
ģ�硢���硢�����϶�ʵ��̨ |
|
ά�繤ʵѵ���˹�ʽ��˫���ͣ� |
|
��ѹ��������ʵѵ̨ |
|
�繤����ʵѵ����̨ |
|
�����͵繤����ʵѵ̨ |
|
������ά�繤ʵѵװ�� |
|
˫�����װ�ά�繤����ʵѵ����װ�� |
|
���繤����ʵ��װ�� |
|
�繤����ʵѵƽ̨ |
|
ά�繤�������Ƽ���ʵѵ����װ�� |
|
ά�繤ͨ����ʵѵ����ʵѵװ�� |
|
ά�繤�Ź���ѵ����װ�� |
|
�繤���������ۺ�ʵѵ�豸 |
|
ά�繤ʵѵװ�ã����װ嵥��˫���ͣ� |
|
�繤���Ӽ����������϶�ʵѵ����װ�� |
|
ͨ�õ繤���ӵ��ϣ���ֱ�������ʵ��̨ |
|
���ӻ�������ʵѵ����ƽ̨ |
|
���Ӽ���ʵ���ѧƽ̨ |
|
���Ӽ����ۺ�ʵѵ����װ�� |
|
�繤���Ӽ���ʵѵ����װ�� |
|
�繤ʵѵװ�� |
|
�繤����ʵ��װ�� |
|
�繤���ӵ����϶�ʵ��װ�� |
|
�繤���ӵ����϶�ʵ��װ�ã���PLCʵ�飩 |
|
���Ӳ�Ʒװ�������ܼ��ʵѵ����װ�� |
|
���ӻ�������ʵѵ�����豸 |
|
���Ӳ�Ʒװ�����˹����ܴ��¿���װ�� |
|
���ӻ�������ʵѵ�����豸 |
|
���ӹ���ʵѵ����װ�� |
|
���ӹ����ۺ�ʵѵװ�� |
|
���ӹ���ʵ�鿼��װ�� |
|
�繤���ܼ�����ʵѵ����װ�ã����װ壩 |
|
ͨ�õ繤���Ӽ����������϶�ʵ��̨ |
|
���Ӳ�Ʒ����װ��ʵѵ̨ |
|
���ܵ繤ʵѵ����װ�� |
|
�����繤ʵѵ����װ�� |
|
�м�ά�繤ʵѵ̨ |
|
����ά�繤ʵѵѧ��̨ |
|
����ʵ�����豸 |
|
�繤�����ۺ�ʵ��ƽ̨ |
|
ģ�����缼��ʵ��̨ |
|
������������뽻ֱ������ʵ��̨��������������������������ʵ��װ��
|
|
���ܱ����ϵͳʵ�鿪��ƽ̨ |
|
��ά�繤����ʦ����ʵѵ����װ�� |
|
�����伫����ϵͳ������3�٣�����ʵѵ�� |
|
���������ʵѵװ�� |
|
����缼���ۺ�ʵ��װ�� |
|
�ߵ�ѹ���ʵ��ʵѵװ�� |
|
��ѹ����缼��ʵѵ�豸 |
|
��ѹ������ʵѵװ�� |
|
��ѹ������ʵѵ���豸 |
|
���������ۺ��Զ���ʵѵϵͳ |
|
�������缼��ʵѵװ�� |
|
35kV���վ��10kV�����ϵͳ��բ������ |
|
�������ֵ��繤������ѵ����ϵͳ |
|
�������ʵѵװ�� |
|
���ܹ����ʵѵװ�� |
|
���վ�ۺ��Զ���ʵѵϵͳ |
|
�����̵籣��ʵ��ʵѵװ�� |
|
����ϵͳ�̵籣���ۺ�ʵ��װ�� |
|
����ϵͳ�̵籣�����Զ���ʵѵװ�� |
|
����ϵͳ����·����ʵѵ����װ�� |
|
����ϵͳ�̵籣������ѵ����ƽ̨ |
|
����ϵͳ�Զ���ʵѵƽ̨ |
|
����ϵͳ�̵籣�����Զ���ʵѵװ�� |
|
����ϵͳ�̵����Լ��̵籣��ʵ��װ�� |
|
������Զ�����ʵ��װ�� |
|
��ά�繤ʵѵ�豸 |
|
�м�ά�繤ʵѵ����װ�� |
|
ά�繤�м�����ʵѵ�豸 |
|
�����ܳ���ά�繤����ʵѵװ�� |
|
������װ��ά��ʵѵ����װ�� |
|
���������豸��װ���Լ���ʵѵװ�� |
|
�繤����ά��ʵѵ̨ |
|
ά�繤��PLCʵѵ����װ�ã�˫��λ�� |
|
����ϵͳ��װ�����ʵѵװ�� |
|
ά�繤����ʵѵ����̨ |
|
����ʦά�繤ʵѵװ�� |
|
ά�繤��ʦ������ʦ����ʵѵ����װ�� |
|
ά�繤�DZ�����ʵѵ����װ�� |
|
ά�繤�������Ƽ��DZ�������·�ۺ�ʵѵ����װ�� |
|
ά�繤�������Ƽ���ʵѵ����װ�� |
|
�繤ʵѵ����ʵ��̨ |
|
��ȫ�õ�ʵѵ����װ�� |
|
������ȫ���ʵѵװ�� |
|
����Դ����ʵѵ�豸 |
|
�繤��ģ�硢���硢���ӿڼ���Ӧ��ʵ���豸�������ڸ�У����ר��ְҵѧԺ��
�����Ʒ���� |
|
�������Ӽ�������ģ���ۺ�ʵ��̨ |
|
�繤��ģ�硢����ʵ�����豸 |
|
ģ�� ���ֵ��ӵ�·���ӿ�
��Ӧ���ۺ�ʵ�����豸 |
|
�ź���ϵͳ���������ۡ���������Ƽ���ʵ��̨ |
|
ģ�硢���硢ͨ��ԭ����ѧʵ��װ���ۺ�ʵ��̨ |
|
�繤ģ������������ƣ�ֱ�������ʵ��װ�� |
|
ģ�硢���硢�ִ�ͨѶԭ��ʵ���ҳ����豸 |
|
��ģ�硢�����ۺ�ʵ��̨ |
|
ģ�硢���硢��Ƶ��·�ۺ�ʵ��̨ |
|
ģ�硢���硢�Զ������ۺ�ʵ��̨ |
|
ģ�硢���硢��Ƭ��ʵ�鿪��ϵͳ�ۺ�ʵ��̨ |
|
�繤����ʵ�����豸���繤ʵ��װ�� |
|
�繤ʵ���ҳ����豸 |
|
�繤����ʵѵװ�� |
|
�繤ʵ��̨ |
|
�繤��ģ�硢���硢���������ۺ�ʵ���ҳ����豸 |
|
ģ��.����ʵ��̨ |
|
�繤��ģ�硢����ʵ��̨������һ�� |
|
�繤��ģ�硢���硢��������ʵ��̨(�ĺ�һ) |
|
�繤��ģ�硢���硢�������ƣ���ֱ�������ʵ��̨�����һ�� |
|
����϶����������Ӽ�������ʵ��ʵѵװ�� |
|
�������Ӽ�������������ʵѵװ�� |
|
�������ӵ����Զ����Ƽ���ʵѵװ�� |
|
�������Ӽ���ֱ������ʵ��װ�� |
|
�������������ʵ��װ�� |
|
��������ʵѵװ�� |
|
�������Ӽ���ʵ��̨ |
|
�������ӻ���ʵѵ̨ |
|
�������Ӽ���ʵѵ̨ |
|
�������Ӽ���ʵѵװ�� |
|
�������Ӽ�����϶��ۺ�ʵ��װ�� |
|
�������Ӽ������������ʵ��װ�� |
|
�������Ӽ���������ʵѵװ�� |
|
�������Ӽ���ʵ��װ�� |
|
������Ƽ�����ʵѵ�� |
|
�����Զ������̵籣��ʵ��װ�� |
|
DSPԭ�����������ʵ��ϵͳ |
|
�ִ��繤����ʵѵ����װ�� |
|
�ִ��������Ӽ���ʵ���豸 |
|
�繤���ӵ�������ʵѵװ�� |
|
����϶����������Ƽ���ʵ��װ�� |
|
���ά�����ʵѵװ��,��������ۺ�ʵ��װ��,����϶�ʵѵ�豸 |
|
���ԭ��������϶�ʵ��ϵͳ |
|
��˫�ջ�ֱ�����ٿ���ʵѵװ�� |
|
��ֱ������ʵѵװ�� |
|
���ά�����ʵѵ�豸 |
|
������ʵѵPLC����ƽ̨ |
|
����϶�ʵ��̨ |
|
�������������ʵ��װ�� |
|
���������豸��װ���Լ���ʵѵװ�� |
|
�������ӵ���϶��ۺ�ʵ��̨ |
|
�������������ۺ�ʵѵװ�� |
|
�������Ӽ������������ʵ��װ�� |
|
�繤�����ۺ�Ӧ�ô���ʵѵװ��װ�� |
|
�����϶�ʵѵװ�� |
|
�繤�������ʵ���ѧ�豸 |
|
����װ��ʵѵ̨,���ӻ�������ʵѵ�豸 |
|
�������������ʵ��װ�� |
|
�������Ӽ���ʵѵװ�� |
|
���Ӽ����ۺ�ʵѵ����װ�� |
|
���ӡ���Ƭ�������ۺ�ʵѵ����װ�� |
|
���Ӽ������������ۺ�ʵѵװ�� |
|
���Ӽ����ۺ�ʵѵƽ̨ |
|
����Ӧ�ü���ʵѵ����װ�� |
|
�繤����ʵѵװ�� |
|
�繤���Ӽ���ʵ��̨ |
|
�繤��ģ�硢���硢�����϶�����ֱ�������ʵ����ʵѵ����̨���繤ά��ʵѵ�豸 �����Ʒ���� |
|
ģ�硢����ʵ���뼼��ʵѵ����̨ |
|
�繤��ģ�硢����ʵ���뼼��ʵѵ����̨ |
|
ͨ�õ繤�����ӡ�����ʵ����繤�����ӡ����ϼ���ʵѵ����ʵ�����豸 |
|
�繤��ģ�硢���硢�����϶�����ֱ�������ʵ���뼼��ʵѵ����ʵ�����豸 |
|
�繤��ģ�⡢���֡������϶��ۺ�ʵ��װ�� |
|
�繤����ʵѵ�뿼��ʵ���ҳ����豸 |
|
�繤��ģ�硤���硤���ϡ���Ƭ����PLC�������������ۺ�ʵѵ����װ�� |
|
�繤��ģ�硢���硢�������ơ�PLC�ɱ�̿����ۺ�ʵ��װ�� |
|
�繤�����ӡ����ϣ���ֱ�������ʵ����繤�����ӡ����ϼ���ʵѵ����ʵ�����豸 |
|
����װ���빤��ʵѵ̨ |
|
�����͵繤���Ӽ��ܼ�����ʵѵ����װ�� |
|
�����͵����϶��������������ƣ����ܼ�����ʵѵ����װ�� |
|
ά�繤�DZ�����ʵѵ����װ�� |
|
������ʵѵ̨���и߹�ʵѵ̨������ʵѵ̨ |
|
�����ܵ繤���Ӽ���ʵѵ����װ�� |
|
�����ܵ繤�����ӡ������϶�����ʵѵ����װ�� |
|
�����϶������������Ƽ��ܼ�����ʵѵ����װ�á������͵繤���ӵ����϶���Ƶ����PLCװ�� |
|
�����ܵ繤���ӵ��ϼ��Զ�������ʵѵ�뿼��װ�� |
|
�����ܵ繤����ʵѵ����װ�á������ܵ繤���Ӽ���ʵѵ����װ�á������ܵ繤���ӵ����϶�����ʵѵ����װ�� |
|
���Ӽ����ۺ�ʵѵ����װ��,�繤���Ӽ���ʵѵ����װ��,�繤���Ӽ����������϶�ʵѵ����װ�� |
|
�����϶���PLC����ʵѵװ�á������϶�����ʵѵ����װ�� |
|
��Ƭ��ʵ�鿪��ϵͳ����Ƭ������ʵѵװ�� |
|
��Ƭ��Ƕ��ʽʵ��ϵͳ |
|
���͵�Ƭ��ʵ���� |
|
8-32λ��ԭ���ӿ�ʵ��ϵͳ |
|
����һ�廯��Ƭ�������ӿ��ۺ�ʵ���� |
|
���ֵ�Ƭ�������ӿ�����̬�ۺ�ʵ��ϵͳ |
|
51��Ƭ��ʵ���� |
|
STM32��Ƭ��ʵ���� |
|
��Ƭ������̬�ۺ�ʵ��ϵͳ |
|
��Ƭ����MCGS��̬�ۺ�ʵ��ϵͳ |
|
��Ƭ������ԭ�����ӿڼ�������һʵ���� |
|
�Կ�ԭ��ʵ���� |
|
�Կؼƿ�ԭ��ʵ��ϵͳ |
|
�Կ�ԭ������������ʵ���� |
|
��ǿ�ͼ�������ԭ��ʵ���� |
|
��������ԭ����ϵͳ�ṹʵ���� |
|
��Ƭ��ʵ���� |
|
��Ƭ��Ƕ��ʽ�ۺ�ʵ���� |
|
��Ƭ������ʵѵϵͳ |
|
��Ƭ��ʵ���� |
|
�ź���ϵͳ/DSPʵ���� |
|
��Ƭ��ͬ������ʵ��ϵͳ |
|
���֡�ģ���·ͬ��������ѧϵͳ |
|
��·���������γ����ʵ�����豸 |
|
��·ԭ����ģ���·�ۺ�ʵ���� |
|
���ֵ�·��EDA����ʵ�����ϵͳ |
|
SAE����/����/EDA�ۺ�ʵ��ϵͳ |
|
�����·��ʵ���� |
|
���Ӳ���ʵ���� |
|
�繤��·����ʵ���� |
|
̫���ܽ�ѧʵ���� |
|
16λ-32λ��ԭ����ӿڼ���ʵ���� |
|
8086KB��ԭ����ӿ�ʵ���� |
|
�Կ�ԭ������������Ƽ�����ѧʵ���� |
|
���ͼ�������ԭ��ʵ���� |
|
��������ԭ������ʵ���� |
|
���������ۺϼ��������� |
|
A865��ԭ���뵥Ƭ��ʵ���� |
|
�����������ʵ��ʵѵ�� |
|
Ƕ��ʽʵ�鿪��ϵͳ |
|
������ģ�黯ģ���·ʵ���� |
|
��ǿ�͵�����·�ۺ�ʵ���� |
|
���ֵ��Ӽ���ʵ���� |
|
ģ����Ӽ���ʵ���� |
|
���ֵ��Ӽ���ʵ����,�����(������) |
|
��ԭ����ӿڼ���,��������Ƽ����γ� |
|
���µ�Ƭ��ʵѵ�� |
|
EDAʵ���� |
|
EDAʵѵ�ҡ�EDAʵ�鿪���� |
|
FPGA��ѧ��������ƽ̨ |
|
E207EDA��Ƽ���ʵ���� |
|
E216SOPCϵͳ�ۺϿ���ƽ̨ |
|
��ǿ�ͼ�������ԭ����ϵͳ�ṹʵ���� |
|
��Ƶ��·ʵ���� |
|
�ۺϵ�·ԭ��ʵ���� |
|
��·ԭ��ʵѵ���豸 |
|
EMCUģ�黯��CPU���µ�Ƭ��ʵѵʵ���� |
|
��ԭ����ӿڼ���ʵ���� |
|
����ģ���·ʵ���� |
|
ģ���·ʵ����(���ź�Դ�� |
|
ģ��ʵ���� |
|
����ʵ���� |
|
��·ԭ��ʵ���� |
|
���ֵ�·ʵ���� |
|
ģ���·ʵ���� |
|
���ֵ�·ʵ���� |
|
����ģ���·ʵ���� |
|
���ֵ�·��ģ���·�ۺ�ʵ���� |
|
�繤����ʵ���� |
|
���Ӽ���ʵ���� |
|
��·ԭ��ʵ���䡢���ֵ�·ʵ���� |
|
ģ���·����ʵ���䡢���ֵ�·����ʵ���䡢�繤����ʵ���� |
|
��·��������ʵ���� |
|
��·����ʵ���䡢��·ԭ��ʵ���� |
|
ģ����Ӽ���ʵ��ϵͳ |
|
���ֵ�·����ʵ��ϵͳ |
|
��·����ʵ��̨ |
|
�˶�����ʵѵƽ̨��CPTH��ǿ�ͼ�������ԭ����ϵͳ�ṹʵ���� |
|
�ź���ϵͳʵ��ƽ̨ |
|
�ź���ϵͳ�������źŴ���ƽ̨ |
|
ͨ�Ž�ѧʵ��ϵͳ |
|
�ź���ϵͳ•��������ʵ��װ�� |
|
�ƶ�ͨ��ϵͳ |
|
�ִ�����ϵͳ���� |
|
����ͨ�ż���ʵ��ϵͳ���� |
|
ͨ��ԭ��ʵ��ϵͳ���� |
|
ͨ�����źŴ���ʵ���� |
|
ͨ��ϵͳ����ʵ��ƽ̨ |
|
�ź���ϵͳ��������ʵ��װ�� |
|
�ź���ϵͳ�ۺ�ʵ���� |
|
�ƶ�ͨ��ϵͳ��ͨ��ԭ��ʵ��ƽ̨ |
|
�̿ؽ����ۺ�ʵ���� |
|
�ƶ�ͨ���ۺ�ʵ���� |
|
ͨ��ϵͳԭ��ʵ���� |
|
����ͨ�Ž�ѧʵ��ϵͳ |
|
����ͨ���ۺ�ʵ���� |
|
��Ƶ������·ʵ����
|
|
ͨ��ԭ���ۺ�ʵ���� |
|
�ִ�ͨ�ż���ʵ��ƽ̨ |
|
ͨ��ԭ��ʵ���� |
|
PLC�ɱ�̿�����ʵ���� |
|
����ʵ����,ģ�����ʵ����,ͨ��ԭ��ʵ���� |
|
������·ʵ���� |
|
ֱ����·ʵ���� |
|
���µ�Ƭ��ʵѵʵ���� |
|
���֡�ģ�⡢��·�����ۺ�ʵ���� |
|
����ͨ�õ繤�����ӡ������϶�ʵ�����豸�����ø�У��ר�ơ�ְҵѧԺ����ר����У��ְУ �� |
|
�繤�����ӡ����ϣ���ֱ�����������ʵѵ�뿼��ʵ�����豸 |
|
ͨ�õ繤���ӵ��ϣ���ֱ�������ʵ��̨ |
|
�繤���Ӽ������϶�ʵѵװ�� |
|
�繤���ӵ���ֱ�����ʵѵ̨ |
|
ͨ�õ繤����ʵ��̨���繤�����ۺ�ʵ��̨ |
|
ͨ���͵繤����ʵ��̨ |
|
�繤���ӵ���ʵѵ̨ |
|
�����϶�ʵѵƽ̨ |
|
����϶�������ʵѵ�豸 |
|
������϶�ʵ�����豸��װ�� |
|
ͨ�������͵���ʵ���뼼��ʵѵ����̨ |
|
ͨ�������͵繤ʵ��͵繤����ʵѵ����̨ |
|
ͨ�õ���ʵ������Ӽ���ʵѵ����ʵ�����豸 |
|
ͨ�������͵繤�����ӡ�����ʵ���뼼��ʵѵ����̨ |
|
�繤�����ӡ������϶�����ֱ�����������ʵѵ����̨��ά�繤ʵ�豸 �����Ʒ���� |
|
�繤���Ӽ���ʵѵװ�� |
|
�繤����ʵѵ����̨ |
|
���Ӽ���ʵѵ����̨ |
|
�繤�����Ӽ���ʵѵ����̨ |
|
�繤�����ӡ������϶�����ʵѵ����̨ |
|
�繤�����ӡ������϶�����ֱ�����������ʵѵ����̨ |
|
��������ʵѵװ�ã�����˫���ͣ� |
|
����ʵ��ʵѵ��,��Ҫ�����е�����Զ������繤ά�����豸 �����Ʒ���� |
|
���ܵ繤����ʵ��װ�� |
|
SB-528��ʽ�繤ʵ��̨ |
|
SB-528��ʽ�繤��ģ�硢����ʵ��̨ |
|
SB-528��ʽ�繤��ģ�硢���硢��������ʵ��̨ |
|
SB-528��ʽ�繤��ģ�硢���硢�������ƣ���ֱ�������ʵ��̨ |
|
SB-528E��ʽ�繤��ģ�硤���硤��Ƭ���ۺ�ʵ��װ�� |
|
��ʽ�繤��ģ�硤���硤�������ơ�PLC�ɱ�̿����ۺ�ʵ��װ�� |
|
�����͵繤���ӵ���PLC��Ƭ���ۺ�ʵ��װ�� |
|
�繤���Ӽ������϶��ۺ�Ӧ�ô���ʵѵװ�� |
|
�����϶��������������ƣ�ʵ��װ�� |
|
���繤ʵ���ҳ����豸�������ʱ��������������� |
|
��ģ�硢����ʵ���ҳ����豸 |